
Trong thiết kế máy tự động ở giai đoạn đầu, để đáp ứng yêu cầu của khách hàng về tốc độ sản xuất, ta cần điều chỉnh một thông số quan trọng đó là Machine Cycle Time. Vậy khái niệm Machine Cycle Time là gì?
Machine Cycle Time
Ngắn gọn là Cycle Time (C/T) là chu kỳ hoạt động của máy, là khoảng thời gian từ khi bắt đầu công việc cho đến khi sản phẩm sẵn sàng để chuyển giao hay còn gọi là thời gian 1 đơn vị hoàn thành.
C/T(Cycle Time) = Thời điểm bắt đầu – Thời điểm sẵn sàng chuyển giao
Ví dụ như máy gồm các bộ phận chuyển động như băng tải, xilanh, robot xilanh thì thời gian mà tất cả các cử động đó phối hợp đồng bộ với nhau để hoàn thành 1 chu trình nhiệm vụ của máy thì gọi là chu kỳ.
Effective Cycle Time
Trên đây là công thức khi các chu kỳ hoạt động nối tiếp nhau, nếu chu kỳ sau gối đầu (overlap) lên chu kỳ trước, cụ thể chu kỳ sau bắt đầu khi chu kỳ trước chưa hoàn thành để tối ưu hóa thời gian chết thì sẽ có thêm chỉ số đo là Effective Cycle Time.
EC/T(Effective Cycle Time) = Tổng thời gian bao phủ tất cả chu kỳ / Số lượng sản phẩm hoàn thành
Thời gian chu kì máy sử dụng để đo lường năng lực sản xuất của quá trình. Nếu thời gian này ngắn hơn Demand Takt Time ( nhịp sản xuất yêu cầu của khách hàng) thì có nghĩa năng suất đủ hoặc dư, nếu dài hơn thì có nghĩa máy của bạn đang chạy chậm hơn so với nhu cầu, cần phải cải tiến.
Demand Takt Time
Khái niệm Demand Takt Time chính là nhịp sản xuất, thời gian trung bình mà một sản phẩm cần được hoàn thành để đáp ứng nhu cầu khách hàng.
Takt Time = Thời gian sản xuất có sẵn / Nhu cầu của khách hàng
Thời gian sản xuất có sẵn là tổng thời gian làm việc trong một khoảng thời gian nhất định (ví dụ: một ngày), trừ đi các khoảng nghỉ đã được lên kế hoạch (ăn trưa, nghỉ giữa ca…) và thời gian cho các hoạt động không sản xuất. Thông thường ở các công xưởng là 8 tiếng tương đương với 480 phút hoặc 28800 giây.
Nhu cầu của khách hàng là số lượng sản phẩm yêu cầu trong cùng khoảng thời gian đó.
Ví dụ khách hàng cần 1000 sản phẩm (chu kỳ) trong 8 tiếng (28800 giây) làm việc thì Takt Time sẽ bằng
28800/1000=28.8 giây. Bạn cần điều chỉnh máy sao cho chu kỳ máy đạt con số này để thỏa mãn nhu cầu khách hàng.
Tool vẽ biểu đồ Stacked Bar và tính Cycle Time
Dưới đây mình sẽ giới thiệu với các bạn 1 công cụ để tính Cycle Time và vẽ biểu đồ Stacked Bar Chart để thể hiện mối tương quan giữa hành động và thời gian.
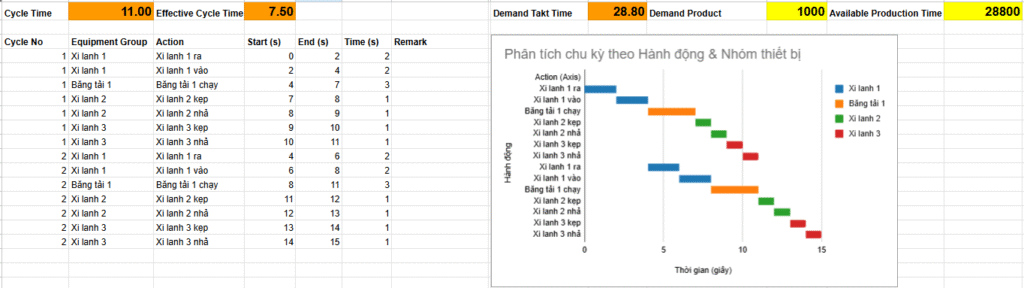
Công cụ này tác giả đã cài đặt sẵn App Script để tự động cập nhật biểu đồ và tính toán giá trị khi người dùng thêm, sửa dòng hành động. Người dùng chỉ cần tải về, nhập nhu cầu khách hàng (Demand Product) và thời gian sản xuất có sẵn (Available Production Time) để ra được nhịp sản xuất cần đạt (Demand Takt Time).
Tiếp theo chỉnh sửa hoặc thêm các tên nhóm thiết bị (Equipment Group) , hành động (Action), mốc thời gian bắt đầu (Start) và kết thúc (End), những ghi chú (Remark). Tạo thêm chu kỳ mới với số thứ tự chu kỳ (Cycle No) khác nhau để hệ thống tính được Effective Cylce Time.
Lưu ý không chỉnh sửa hàng số 3, khi thêm dòng mới nên copy dòng cũ để tạo nếu không biểu đồ sẽ vẽ không chuẩn xác trừ khi bạn am hiểu về chỉnh code App Script.
Tác giả đang để chế độ chỉ xem để tránh người dùng vô tình chỉnh sửa trên file gốc, người dùng cần tạo bản sao của file để có thể chỉnh sửa theo ý mình.
Nhấp để tải file Google Sheet